





Использование графитового электрода для очистки корунда в электродуговой печи, электроды печи малого диаметра




Технические параметры
Диаграмма 1:Технические параметры графитового электрода малого диаметра
| Диаметр | Часть | Сопротивление | изгибная прочность | Молодой модуль | Плотность | КТР | Пепел | |
| Дюйм | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Диаграмма 2: Допустимая токовая нагрузка для графитового электрода малого диаметра
| Диаметр | Текущая нагрузка | Плотность тока | Диаметр | Текущая нагрузка | Плотность тока | ||
| Дюйм | mm | A | Являюсь2 | Дюйм | mm | A | Являюсь2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Таблица 3. Размер графитового электрода и допуски для графитового электрода малого диаметра
| Номинальный диаметр | Фактический диаметр (мм) | Номинальная длина | Толерантность | |||
| Дюйм | mm | Макс. | Мин. | mm | Дюйм | mm |
| 3 | 75 | 77 | 74 | 1000 | 40 | -75~+50 |
| 4 | 100 | 102 | 99 | 1200 | 48 | -75~+50 |
| 6 | 150 | 154 | 151 | 1600 | 60 | ±100 |
| 8 | 200 | 204 | 201 | 1600 | 60 | ±100 |
| 9 | 225 | 230 | 226 | 1600/1800 | 60/72 | ±100 |
| 10 | 250 | 256 | 252 | 1600/1800 | 60/72 | ±100 |
Основное приложение
- Плавка карбида кальция
- Производство карборунда
- Рафинирование корунда
- Выплавка редких металлов
- Огнеупорный завод ферросилиций
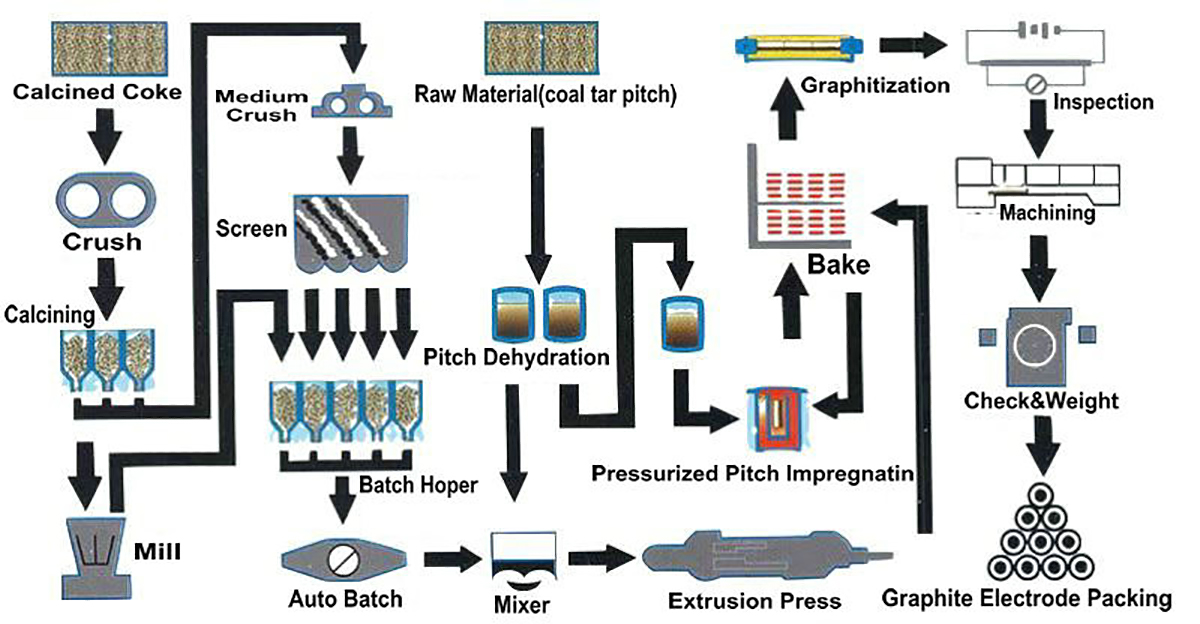
Процесс производства графитовых электродов RP
Преимущества Гуфана
1. Наши графитовые электроды малого диаметра, изготовленные из высококачественных графитовых материалов, выдерживают экстремальные температуры и обеспечивают отличную электропроводность. Это обеспечивает стабильный и эффективный процесс плавки, что приводит к превосходному качеству продукции и снижению энергопотребления.
2. Небольшой размер этих электродов позволяет более точно контролировать процесс плавки, что делает их идеальными для применений, требующих высокой точности и точной настройки результатов. Независимо от того, производите ли вы сплавы или рафинируете металлы, наши электроды помогут вам достичь желаемого результата с непревзойденной точностью.
3. Наши графитовые электроды малого диаметра подходят для широкого спектра отраслей промышленности, включая производство стали, химическую обработку и литье металлов. Независимо от масштаба вашего предприятия, наши электроды можно настроить в соответствии с вашими конкретными требованиями.
4. При производстве стали наши графитовые электроды малого диаметра используются в электродуговых печах, где они играют решающую роль в производстве высококачественной стали. Их небольшой размер позволяет точно контролировать процесс плавления, обеспечивая стабильные результаты и минимизируя отходы.
5. В химической обработке наши электроды необходимы для производства карбида кальция и очистки карборунда. Эти процессы требуют точного контроля температуры, который наши электроды обеспечивают с предельной точностью.
6. Для литья металлов наши графитовые электроды малого диаметра используются на заводах по выплавке редких металлов и ферросилиция. Превосходная проводимость графита позволяет эффективно плавить металлы, что приводит к ускорению производственных циклов и повышению общей производительности.