





Штанга графитовых электродов небольшого диаметра для электродуговой печи в сталелитейной и литейной промышленности




Технические параметры
Диаграмма 1:Технические параметры графитового электрода малого диаметра
| Диаметр | Часть | Сопротивление | изгибная прочность | Молодой модуль | Плотность | КТР | Пепел | |
| Дюйм | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| сосок | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Диаграмма 2: Допустимая токовая нагрузка для графитового электрода малого диаметра
| Диаметр | Текущая нагрузка | Плотность тока | Диаметр | Текущая нагрузка | Плотность тока | ||
| Дюйм | mm | A | Являюсь2 | Дюйм | mm | A | Являюсь2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Преимущества
1. Антиокислительная обработка для долголетия.
2.Высокая чистота, высокая плотность, сильная химическая стабильность.
3. Высокая точность обработки, хорошая обработка поверхности.
4.Высокая механическая прочность, низкое электрическое сопротивление.
5. Устойчив к растрескиванию и растрескиванию.
6.Высокая устойчивость к окислению и тепловому удару.
Основное приложение
- Плавка карбида кальция
- Производство карборунда
- Рафинирование корунда
- Выплавка редких металлов
- Огнеупорный завод ферросилиций
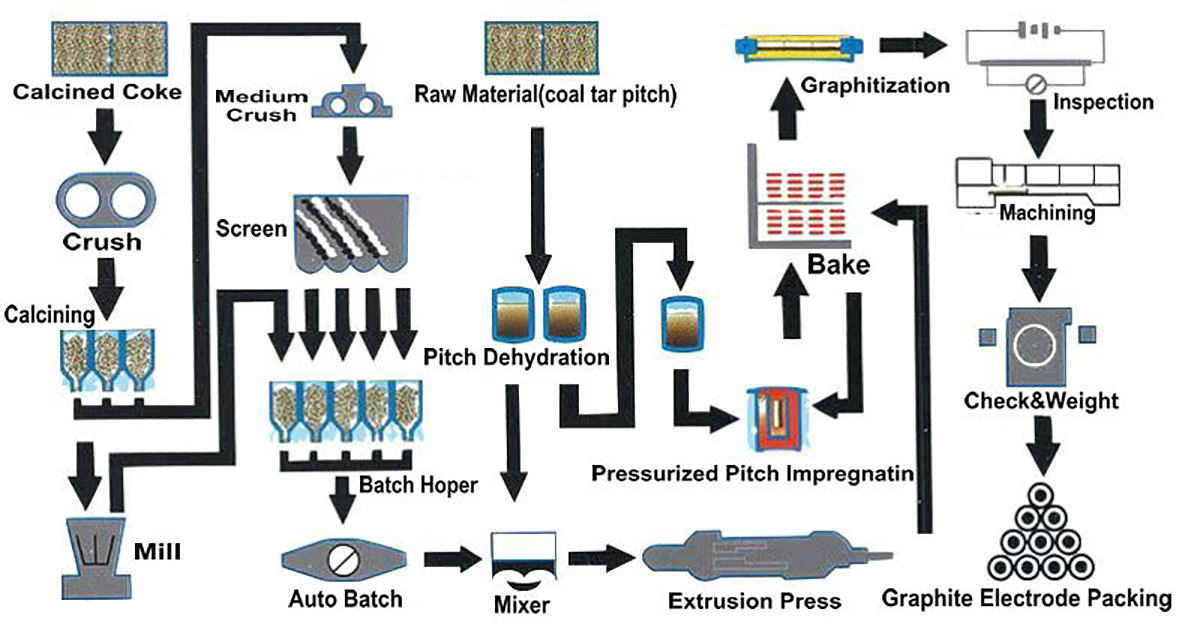
Процесс производства графитовых электродов RP
Линейка качества поверхности
1. Дефекты или отверстия не должны занимать более двух частей на поверхности графитового электрода, а размер дефектов или отверстий не должен превышать данные, указанные в таблице ниже.
2. На поверхности электрода нет поперечных трещин. Длина продольной трещины должна составлять не более 5% от окружности графитового электрода, ширина должна находиться в пределах 0,3-1,0 мм. Данные о продольной трещине ниже 0,3 мм должны быть указаны. быть незначительным
3. Ширина шероховатого пятна (черного) на поверхности графитового электрода должна быть не менее 1/10 окружности графитового электрода, а длина шероховатого пятна (черного) - более 1/3 длины графитового электрода. не допускается.